

需求描述:按下 X0,机床y2启动;X1 检测到木板到位,Y0 启动切割;X2 确认切割完成,计数器加 1;每计数 20 块,Y1以1s的间歇 闪烁三次进行提示后,将机床y2断开停止,计数清零,等待下一次的启动。
思考过程
1. 分配输入输出端口配置
根据需求描述,我们需要分配以下输入输出端口:
输入端口(I/O):
X0:启动按钮(输入)
X1:木板到位检测开关(输入)
X2:切割完成确认开关(输入)
输出端口(O):
Y0:切割电机(输出)
Y1:提示灯(输出)
Y2:机床主电机(输出)
内部变量:
计数器:用于记录切割完成的木板数量(0-20)
2. 时序逻辑与无序组合逻辑动作步骤
时序逻辑:时序逻辑是指依赖于时间顺序的逻辑,通常用于控制状态的转换和时间相关的操作。
无序组合逻辑:无序组合逻辑是指不依赖于时间顺序的逻辑,通常用于即时的输入输出关系。
分析与提取
时序逻辑动作步骤
初始状态
条件:系统启动。
动作:
计数器清零。
Y2停止。
Y0停止。
Y1不闪烁。
时序逻辑:在系统启动时,初始化所有状态。
状态2:启动机床
触发条件:按下X0。
动作:
Y2启动。
时序逻辑:检测到X0按下时,触发Y2启动。
状态3:木板到位
触发条件:X1检测到木板到位。
动作:
Y0启动。
时序逻辑:检测到X1信号时,触发Y0启动。
状态4:切割完成
触发条件:X2确认切割完成。
动作:
Y0停止。
计数器加1。
检查计数器是否达到20。
时序逻辑:检测到X2信号时,执行一系列动作,包括停止Y0和更新计数器。
状态5:计数达到20块
触发条件:计数器达到20。
动作:
Y1闪烁三次(每次闪烁持续1秒,间隔1秒)。
Y2停止。
计数器清零。
时序逻辑:当计数器达到20时,执行闪烁提示和停止机床的动作,同时清零计数器。
状态6:等待下一次启动
条件:系统处于停止状态。
动作:无动作,等待X0再次按下。
时序逻辑:在停止状态时,等待X0的再次触发。
无序组合逻辑动作步骤
Y2控制
条件:
X0按下:Y2启动。
计数器达到20且完成闪烁提示:Y2停止。
动作:
Y2的状态由X0的按下和计数器的状态共同决定。
Y0控制
条件:
X1检测到木板到位:Y0启动。
X2确认切割完成:Y0停止。
动作:
Y0的状态由X1和X2的信号共同决定。
Y1控制
条件:
计数器达到20:Y1闪烁三次。
动作:
Y1的状态由计数器的状态决定。
时序逻辑实现
时序逻辑实现步骤
初始化
在系统启动时,将计数器清零,Y2、Y0停止,Y1不闪烁。
状态2:启动机床
检测X0的按下信号。
如果X0按下,启动Y2。
状态3:木板到位
检测X1的信号。
如果X1检测到木板到位,启动Y0。
状态4:切割完成
检测X2的信号。
如果X2确认切割完成,停止Y0,计数器加1。
检查计数器是否达到20。
状态5:计数达到20块
如果计数器达到20:
启动Y1闪烁三次(每次闪烁持续1秒,间隔1秒)。
停止Y2。
清零计数器。
状态6:等待下一次启动
在停止状态时,等待X0的再次按下。
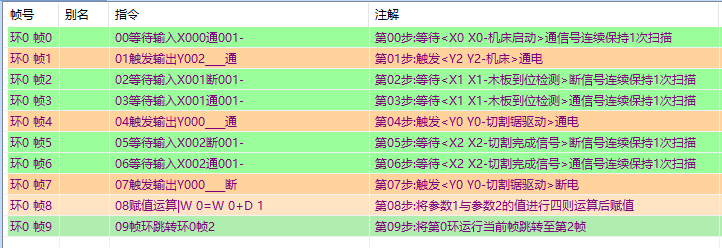
时序环0环指令解释:
第00步:等待<X0 X0-机床启动>通信号连续保持1次扫描
第01步:触发<Y2 Y2-机床>通电
第02步:等待<X1 X1-木板到位检测>断信号连续保持1次扫描
第03步:等待<X1 X1-木板到位检测>通信号连续保持1次扫描
第04步:触发<Y0 Y0-切割锯驱动>通电
第05步:等待<X2 X2-切割完成信号>断信号连续保持1次扫描
第06步:等待<X2 X2-切割完成信号>通信号连续保持1次扫描
第07步:触发<Y0 Y0-切割锯驱动>断电
第08步:将参数1与参数2的值进行四则运算后赋值
第09步:将第0环运行当前帧跳转至第2帧
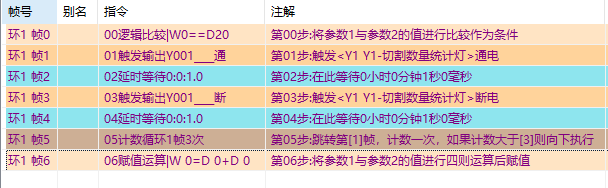
时序环1环指令解释:
第00步:将参数1与参数2的值进行比较作为条件
第01步:触发<Y1 Y1-切割数量统计灯>通电
第02步:在此等待0小时0分钟1秒0毫秒
第03步:触发<Y1 Y1-切割数量统计灯>断电
第04步:在此等待0小时0分钟1秒0毫秒
第05步:跳转第[1]帧,计数一次,如果计数大于[3]则向下执行
第06步:将参数1与参数2的值进行四则运算后赋值

 扫码下载APP
扫码下载APP
 科普中国APP
科普中国APP
 科普中国
科普中国
 科普中国
科普中国