

按下启动按钮,传送带y0通,检测到物料x1通后,夹爪y1通,步进电机带动物料向前转动3圈(1000个脉冲1圈,这里为3000)到位后,延时2s,向前转动1.5圈(1500个脉冲),延时2s,夹紧y1松开断,轴绝对运动回到原点,到位后将传送带y0停止。
一、输入输出端口配置
输入端口
启动按钮:I0(启动信号)
物料检测传感器:I1(物料检测信号,高电平表示检测到物料)
输出端口
传送带电机:Q0(传送带启动/停止信号)
夹爪电机:Q1(夹爪夹紧/松开信号)
步进电机脉冲信号:Q2(脉冲信号输出)
步进电机方向信号:Q3(方向信号,高电平表示向前转动)
轴运动控制信号:Q4(轴运动到原点信号)
二、时序逻辑与无序组合逻辑动作步骤
时序逻辑动作步骤
启动阶段
输入:I0(启动按钮按下)
输出:Q0(传送带启动)
条件:I0 = 1
动作:Q0 = 1(传送带启动)
物料检测阶段
输入:I1(物料检测传感器)
输出:Q1(夹爪夹紧)
条件:I1 = 1(检测到物料)
动作:Q1 = 1(夹爪夹紧)
步进电机控制阶段
动作1:步进电机向前转动3圈
输出:Q2(脉冲信号),Q3(方向信号)
条件:Q1 = 1(夹爪已夹紧)
动作:Q2 = 3000个脉冲,Q3 = 1(向前转动)
动作2:延时2秒
条件:步进电机完成3000个脉冲
动作:延时2秒
动作3:步进电机向前转动1.5圈
输出:Q2(脉冲信号)
条件:延时2秒完成
动作:Q2 = 1500个脉冲
动作4:延时2秒
条件:步进电机完成1500个脉冲
动作:延时2秒
夹爪松开和轴运动阶段
动作1:夹爪松开
输出:Q1(夹爪松开)
条件:延时2秒完成
动作:Q1 = 0(夹爪松开)
动作2:轴运动到原点
输出:Q4(轴运动到原点信号)
条件:Q1 = 0(夹爪已松开)
动作:Q4 = 1(轴运动到原点)
动作3:检查轴是否回到原点
条件:轴运动完成
动作:Q4 = 0(轴回到原点)
传送带停止阶段
输出:Q0(传送带停止)
条件:轴回到原点
动作:Q0 = 0(传送带停止)
无序组合逻辑动作步骤
夹爪状态切换
输入:I1(物料检测信号)
输出:Q1(夹爪状态)
逻辑:
如果I1 = 1(检测到物料),Q1 = 1(夹爪夹紧)
如果I1 = 0(未检测到物料),Q1 = 0(夹爪松开)
传送带状态切换
输入:I0(启动按钮),轴状态信号
输出:Q0(传送带状态)
逻辑:
如果I0 = 1(启动按钮按下),Q0 = 1(传送带启动)
如果轴回到原点,Q0 = 0(传送带停止)
步进电机方向控制
输出:Q3(方向信号)
逻辑:始终设置为Q3 = 1(向前转动)
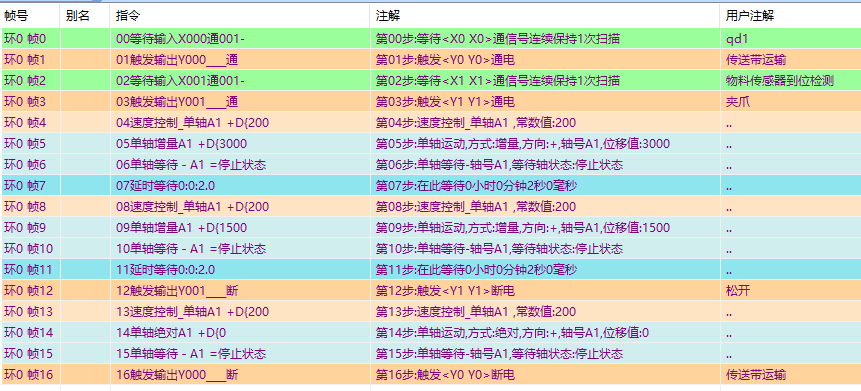
时序环0环指令解释:
第00步:等待<X0 X0>通信号连续保持1次扫描
第01步:触发<Y0 Y0>通电
第02步:等待<X1 X1>通信号连续保持1次扫描
第03步:触发<Y1 Y1>通电
第04步:速度控制_单轴A1 ,常数值:200
第05步:单轴运动,方式:增量,方向:+,轴号A1,位移值:3000
第06步:单轴等待-轴号A1,等待轴状态:停止状态
第07步:在此等待0小时0分钟2秒0毫秒
第08步:速度控制_单轴A1 ,常数值:200
第09步:单轴运动,方式:增量,方向:+,轴号A1,位移值:1500
第10步:单轴等待-轴号A1,等待轴状态:停止状态
第11步:在此等待0小时0分钟2秒0毫秒
第12步:触发<Y1 Y1>断电
第13步:速度控制_单轴A1 ,常数值:200
第14步:单轴运动,方式:绝对,方向:+,轴号A1,位移值:0
第15步:单轴等待-轴号A1,等待轴状态:停止状态
第16步:触发<Y0 Y0>断电
想了解更多JENASI(简纳思)PLC控制逻辑,请持续关注我们

 扫码下载APP
扫码下载APP
 科普中国APP
科普中国APP
 科普中国
科普中国
 科普中国
科普中国